
DIN standards are often used in tensile testing when a lab or manufacturer works with European specifications, German OEM requirements, international supply chains, steel products, welded components, plastics, composites, or customer-specific quality requirements. For North American labs, they may appear alongside ASTM and ISO methods when test reports need to meet requirements outside the U.S. or Canada.
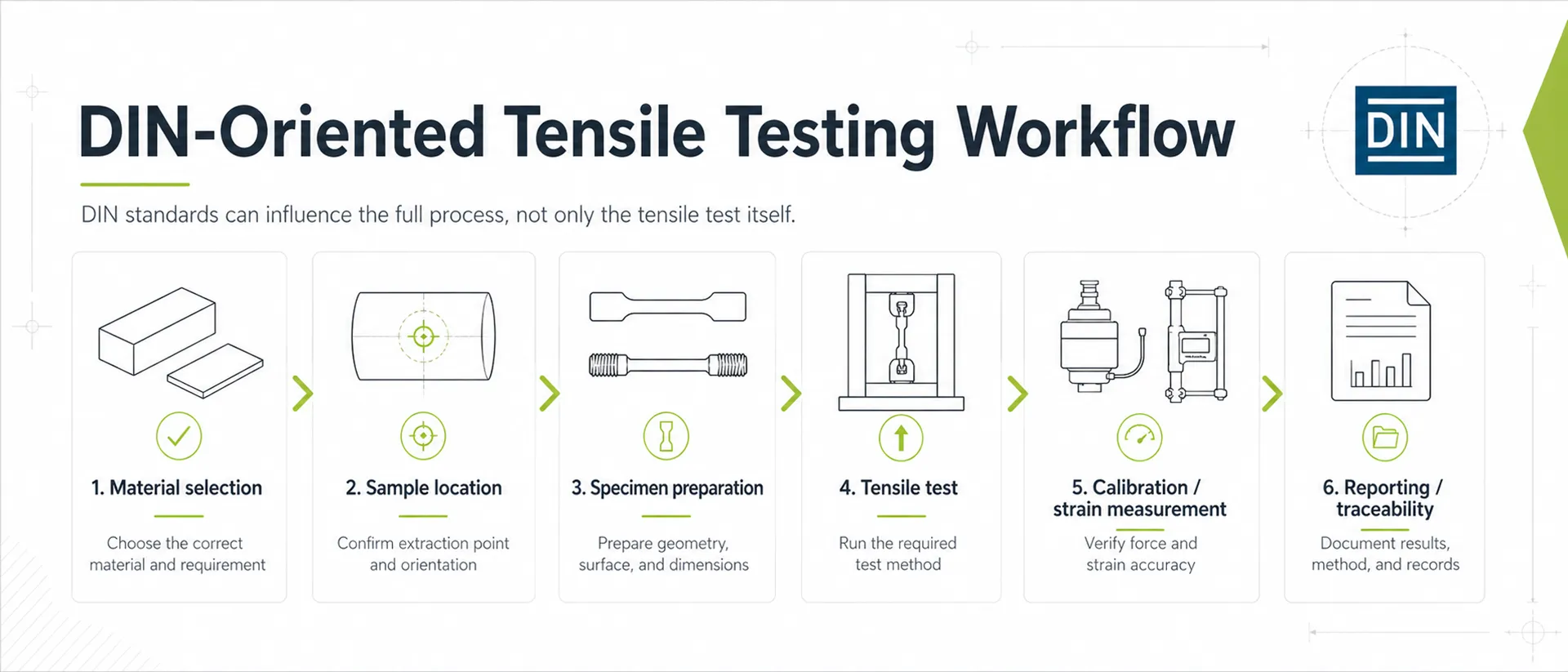
In tensile testing, DIN standards are not limited to the pull test itself. They can affect where the sample is taken from, how the test piece is prepared, which specimen geometry is used, how the test is performed, how force and strain are measured, and what information appears in the final report.
Tensile strength, yield strength, elongation, and reduction-of-area values depend on more than machine capacity. Sample location, specimen dimensions, machining quality, surface condition, gripping, alignment, force verification, extensometer calibration, and traceability can all affect the reliability of the result.
Many tensile testing documents used under the DIN system are published as DIN EN ISO standards. That means they are connected to ISO methods and adopted through the European and German standards framework. For labs working across ASTM, ISO, and DIN EN ISO requirements, the key is to follow the specific standard named in the customer specification, drawing, purchase order, or quality procedure.
What Are DIN Standards?
DIN stands for Deutsches Institut für Normung, or the German Institute for Standardization. DIN is Germany’s national standards organization. Its standards are technical documents used to define requirements, terminology, methods, dimensions, quality expectations, and testing procedures. In material testing, this shared technical language helps laboratories prepare, measure, and report results consistently.
DIN standards can be developed at the national, European, or international level. DIN states that its standards are the result of work at national, European, and/or international level, and that stakeholders such as manufacturers, consumers, businesses, research institutes, public authorities, and testing bodies can participate in the process. DIN also notes that standards are reviewed at least every five years and revised or withdrawn if they no longer reflect the current state of technology.
DIN standards are not always legally mandatory by themselves. DIN explains that anyone can use DIN standards, their use is voluntary, and they only become mandatory when referenced in contracts, laws, or regulations. In real testing work, they can also become required through customer specifications, procurement requirements, audit systems, internal quality manuals, or laboratory accreditation scopes.
For tensile testing, this means DIN standards should be treated as part of the technical workflow. A DIN-related requirement may define the test method itself, but it may also affect specimen preparation, sample traceability, equipment verification, extensometer calibration, reporting format, or the version of the standard that must be followed.
DIN, DIN EN, and DIN EN ISO — What Is the Difference?
The term “DIN standards” is often used broadly, but the prefix matters. A DIN standard is a German national standard. A DIN EN standard is a European standard adopted into the German standards system. A DIN EN ISO standard is an international ISO standard adopted as a European standard and then adopted as a German standard. DIN’s deliverables page explains these categories and shows that standards work can result in national standards, European standards, or international standards adopted at national level.
For tensile testing, this distinction is important because many of the most relevant documents are DIN EN ISO standards, not purely German-only DIN standards. For example, DIN EN ISO 6892-1 relates to tensile testing of metallic materials at room temperature, while DIN EN ISO 7500-1 and DIN EN ISO 9513 relate to testing machine verification and extensometer calibration.
|
Standard Prefix |
Meaning |
Example Use |
|
DIN |
German national standard |
National specifications, test pieces, terminology |
|
DIN EN |
European standard adopted by DIN |
European harmonized requirements |
|
DIN EN ISO |
ISO standard adopted as EN and DIN |
Internationally recognized testing methods |
Why DIN Standards Matter in Tensile Testing
Tensile testing is used to determine how a material behaves when it is pulled under controlled loading. Depending on the material and test method, the result may include tensile strength, yield strength, elongation, reduction of area, modulus-related data, and information about fracture behavior. For metallic materials, DIN EN ISO 6892-1 is the main DIN/ISO framework for tensile testing at room temperature and defines the mechanical properties that can be determined under those conditions.
These results depend on more than the universal testing machine. A lab also needs control over the sample location, specimen shape, machining quality, dimensions, surface condition, alignment, gripping, strain measurement, calibration, test speed or strain rate, and reporting. If one part of that workflow is not controlled, the final data may be difficult to compare, repeat, or support during an audit.
DIN and DIN EN ISO standards help organize those controls. One standard may define the tensile test method, another may address specimen geometry, another may cover testing machine verification, and another may cover extensometer calibration. For example, DIN EN ISO 9513 covers calibration of extensometer systems used in uniaxial testing, including contacting and non-contacting systems.
DIN Standards Cover More Than the Tensile Test Itself
In a real lab workflow, DIN-related tensile testing can involve several connected areas:
- material sampling;
- specimen preparation;
- test piece geometry;
- room-temperature tensile testing;
- elevated-temperature testing, where required;
- plastics and composites testing;
- welded joint testing;
- testing machine verification;
- extensometer calibration;
- reporting and traceability.
DIN standards help labs produce results that are comparable, repeatable, and auditable. In tensile testing, the reported value depends on the sample, specimen, equipment setup, measurement system, and reporting method.
DIN vs ISO vs ASTM in Tensile Testing
For North American labs, ASTM is often the most familiar standards system. ASTM methods are widely used in U.S. and Canadian material testing, especially for metals, plastics, composites, construction materials, and manufacturing quality control. ISO is the broader international standards system, and many global customers use ISO-based test methods when they need results that are easier to compare across countries.
DIN is different. DIN is Germany’s national standards body, but many DIN documents used in material testing are not German-only standards. They are often published as DIN EN ISO standards. That means an ISO standard has been adopted as a European standard and then adopted into the German standards system. DIN explains this directly in its standards deliverables: DIN EN ISO standards are European standards identical to ISO standards and adopted unchanged at national level.
This is why DIN, ISO, and ASTM should not be treated as a simple “which one is better?” question. The right standard depends on the customer, industry, region, certification body, internal QA process, and the exact material or product being tested. One lab may run ASTM E8/E8M for a U.S. customer, ISO 6892-1 for an international program, and DIN EN ISO 6892-1 for a German or European specification.
The test goal can be similar, but the details may differ. For example, ISO 6892-1 and ASTM E8/E8M both address tensile testing of metallic materials, but they are not identical documents. Each method has its own specimen requirements, terminology, unit conventions, test controls, and reporting expectations. So the practical rule is simple: follow the standard named in the purchase order, drawing, material specification, test request, or quality procedure.
How North American Labs Should Think About DIN Standards
U.S. and Canadian labs may encounter DIN standards when working with European customers, German OEMs, automotive supply chains, aerospace suppliers, steel and metals export/import programs, or international R&D projects. In those cases, DIN may be part of the customer’s technical requirement, not only a reference to Germany’s national standards body.
North American labs should also be careful with units. ASTM work may use inch-pound units, while DIN/ISO work usually uses SI units. In tensile testing content, it is often useful to show both where relevant: stress in psi/ksi and MPa, force in lbf and N/kN, dimensions in inches and mm, and temperature in °F and °C.
|
System |
Common Region |
Typical Role in Tensile Testing |
|
ASTM |
U.S. / North America |
Common test methods and material specifications |
|
ISO |
International |
Global testing methods and terminology |
|
DIN / DIN EN ISO |
Germany / Europe / international supply chains |
German adoption of national, European, and ISO standards |
Key DIN and DIN EN ISO Standards Related to Tensile Testing
DIN and DIN EN ISO standards can apply to different parts of the tensile testing workflow. Some standards define the tensile test method itself. Others deal with specimen geometry, sample location, machine verification, extensometer calibration, plastics, composites, welded joints, reinforcing steel, or long-duration tension-based testing. Understanding the role of each standard helps laboratories choose the correct method, prepare the right specimen, and document results properly.

DIN EN ISO 6892-1 — Metallic Materials Tensile Testing at Room Temperature
DIN EN ISO 6892-1 is one of the main standards for tensile testing of metallic materials at room temperature. It applies to metals and alloys, including steel, aluminum, and other metallic products. The standard defines how the tensile test is performed and which mechanical properties can be determined under room-temperature conditions.
Typical results include yield strength, proof strength, tensile strength, elongation, and reduction of area. The standard is also connected to specimen measurement, test rate or method control, and reporting. For laboratories testing metallic materials under DIN or ISO-based requirements, DIN EN ISO 6892-1 is often the central reference point.
DIN EN ISO 6892-2 — Metallic Materials Tensile Testing at Elevated Temperature
DIN EN ISO 6892-2 covers tensile testing of metallic materials at elevated temperature. It belongs to the same general standard family as DIN EN ISO 6892-1, but it is used when the material must be tested above room temperature.
This is relevant for materials and components used in high-temperature service, such as aerospace alloys, power generation materials, automotive components exposed to heat, turbine materials, and heat-treated metals. Elevated-temperature tensile testing requires more control than standard room-temperature testing. The lab may need a furnace or environmental chamber, accurate temperature measurement, suitable grips, proper specimen alignment, and strain measurement equipment that can operate under the required temperature conditions.
DIN 50125 — Tensile Test Pieces for Metallic Materials
DIN 50125 focuses on tensile test pieces for metallic materials. It is directly related to tensile specimen preparation. While DIN EN ISO 6892-1 defines the tensile test method for metallic materials at room temperature, DIN 50125 is more closely related to the physical form of the test specimen.
The standard is associated with flat and round tensile specimens, proportional and non-proportional specimens, gauge length, parallel length, grip sections, shoulders, and transition radii. These details matter because specimen geometry directly affects how load is transferred through the test piece and where deformation or fracture occurs.
Exact specimen dimensions depend on the material form, product type, standard version, and customer specification. For this reason, laboratories and machine shops should confirm the required specimen geometry before machining test pieces.
DIN EN ISO 377 — Location and Preparation of Samples and Test Pieces for Steel Products
DIN EN ISO 377 deals with the location and preparation of samples and test pieces for mechanical testing of steel and steel products. This standard is important because tensile test results depend not only on how the specimen is machined, but also on where the original sample comes from.
For steel products such as plate, bar, rod, tube, section, and flat products, sample location and orientation can influence the measured properties. A longitudinal specimen and a transverse specimen may not represent the material in the same way. Traceability is also important, especially when test results are used for certification, customer approval, or production quality control.
In a controlled tensile testing workflow, sample selection comes before specimen preparation. DIN EN ISO 377 helps define that earlier part of the process for steel products.
DIN EN ISO 7500-1 — Verification of Static Uniaxial Testing Machines
DIN EN ISO 7500-1 applies to calibration and verification of static uniaxial testing machines used in tension and compression. In tensile testing, this standard is closely connected to the universal testing machine, load frame, load cell, and force-measuring system.
A tensile testing machine must do more than apply enough force to break a specimen. It must measure force accurately within the required range. If the force-measuring system is not verified, reported values such as yield strength, tensile strength, or proof strength may be unreliable.
For North American readers, this standard is closely related to familiar equipment concepts such as force verification, load cell calibration, calibration certificates, verification intervals, and audit-ready documentation.
DIN EN ISO 9513 — Calibration of Extensometer Systems
DIN EN ISO 9513 covers calibration of extensometer systems used in uniaxial testing. Extensometers measure strain or elongation during a tensile test. This makes them critical when the test requires accurate strain data in addition to force data.
The standard is relevant to contacting and non-contacting extensometer systems, including clip-on extensometers, automatic extensometers, video extensometers, and other strain measurement systems. If an extensometer is not suitable or not properly calibrated, results such as yield strength, proof strength, elongation, tensile modulus, or strain-controlled data can be affected.
In tensile testing, force accuracy and strain accuracy are separate issues. DIN EN ISO 7500-1 addresses the force-measuring system of the testing machine, while DIN EN ISO 9513 addresses the extensometer system used to measure deformation.
DIN EN ISO 527 Series — Tensile Testing of Plastics
The DIN EN ISO 527 series covers the determination of tensile properties of plastics and plastic composites. This standard family is important because tensile testing is not limited to metals. Plastics have different mechanical behavior, different specimen requirements, and different sensitivities during testing.
DIN EN ISO 527-1 covers general principles for tensile testing of plastics and plastic composites. DIN EN ISO 527-2 covers test conditions for moulding and extrusion plastics. These standards are relevant to polymer laboratories, injection molding, extrusion plastics, research and development, and production quality control.
Plastic tensile testing can be sensitive to specimen shape, conditioning, temperature, humidity, test speed, gripping method, and elongation behavior. A plastic specimen may stretch far more than a metal specimen, and the gripping method must prevent slipping or premature damage.
DIN EN ISO 527-4 and DIN EN ISO 527-5 — Fibre-Reinforced Plastic Composites
Composite tensile testing often requires standards that address fiber direction, laminate behavior, tabs, gripping, alignment, and failure mode. Within the DIN EN ISO framework, the most relevant tensile-related documents are parts of the DIN EN ISO 527 series.
DIN EN ISO 527-4 covers tensile test conditions for isotropic and orthotropic fibre-reinforced plastic composites. DIN EN ISO 527-5 covers unidirectional fibre-reinforced plastic composites. These standards are relevant for materials such as glass fiber, carbon fiber, and aramid fiber reinforced plastics.
Composite specimens can be more sensitive to preparation quality than many metal specimens. Edge damage, poor tab bonding, incorrect fiber orientation, or unsuitable gripping can change the failure mode and make results difficult to interpret.
DIN EN ISO 4136 — Transverse Tensile Testing of Welded Joints
DIN EN ISO 4136 applies to destructive testing of welds in metallic materials using a transverse tensile test. It is used to determine tensile strength and fracture location in welded butt joints.
This standard is relevant for welding qualification, fabrication, pipelines, pressure vessels, structural steel, shipbuilding, and production quality control. The specimen must be prepared so that the weld, heat-affected zone, and base material are represented correctly.
Welded tensile specimens differ from standard base-metal specimens because the test evaluates the welded joint as a system. The location of fracture can be just as important as the maximum tensile strength.
DIN EN ISO 5178 — Longitudinal Tensile Testing of Weld Metal
DIN EN ISO 5178 covers longitudinal tensile testing of weld metal in fusion welded joints. It is more specialized than DIN EN ISO 4136 and focuses on the mechanical properties of weld metal itself.
DIN EN ISO 4136 is used for transverse tensile testing across a welded joint. DIN EN ISO 5178 is used when the tensile specimen is taken longitudinally from the weld metal. This distinction matters in welding procedure qualification, filler metal evaluation, fabrication quality control, and destructive weld testing.
DIN EN ISO 15630 Series — Testing Reinforcing Steel
The DIN EN ISO 15630 series covers test methods for steel used in the reinforcement and prestressing of concrete. This series is a useful example of how tensile testing requirements can become product-specific.
The series includes test methods for reinforcing bars, rods, wire, welded fabric, and prestressing steel. These materials are used in construction and infrastructure, where tensile properties are critical to structural performance and material certification.
This standard family is not a general tensile testing method for all metals. It applies to a specific product category: steel reinforcement and prestressing materials for concrete.
DIN EN ISO 204 — Metallic Materials Creep Testing in Uniaxial Tension
DIN EN ISO 204 covers uniaxial creep testing in tension for metallic materials. It should not be confused with a standard short-duration tensile test. Creep testing measures time-dependent deformation under sustained load, often at elevated temperature.
This standard is relevant for high-temperature service materials, power generation, aerospace alloys, turbines, advanced metallic components, and other applications where long-term deformation or stress rupture matters.
DIN EN ISO 204 is a related uniaxial tension-based material testing standard. It belongs in the broader discussion of tensile and tension-based testing, but it is not the same as routine room-temperature tensile testing under DIN EN ISO 6892-1.
How DIN Standards Relate to Tensile Specimen Preparation
Tensile specimen preparation is one of the main places where DIN and DIN EN ISO standards become practical. A tensile test result does not depend only on the universal testing machine. It also depends on whether the specimen was taken from the correct location, prepared to the correct geometry, measured properly, and loaded without unwanted bending, slipping, or stress concentration.
Several DIN and DIN EN ISO standards apply directly to this part of the workflow. DIN EN ISO 377 is relevant when samples and test pieces are taken from steel products. DIN 50125 is directly related to tensile test pieces for metallic materials. DIN EN ISO 6892-1 defines the room-temperature tensile test method for metals, but that method still depends on a correctly prepared and measured specimen. For plastics and composites, the DIN EN ISO 527 series addresses tensile properties and specimen-related test conditions. For welded materials, DIN EN ISO 4136 and DIN EN ISO 5178 apply to specific weld tensile specimens.
A standard or customer specification may define or influence the specimen geometry, gauge section, grip section, transition radius, sample orientation, machining tolerance, surface condition, burr removal, and measurement points. These details affect how the specimen carries load and how the final result is calculated.
Different materials and product forms also require different specimen types. A steel plate, aluminum bar, welded coupon, molded plastic sample, and composite laminate may all be tested in tension, but they are not prepared in the same way. This is why labs need to confirm the required standard before machining or preparing the specimen.
Flat Tensile Specimens
Flat tensile specimens are common for sheet, plate, strip, flat stock, plastic sheets, and composite panels. They may also be used for welded coupons and other flat product forms.
For flat specimens, the quality of the gauge section and edges is critical. The parallel section should be uniform so the specimen deforms in the intended area. The edges should be clean, smooth, and free from burrs. If a flat specimen has rough edges, poor shoulder symmetry, or sharp transition zones, the failure may start from a preparation defect rather than from the material behavior being tested.
Key preparation factors for flat specimens include:
- parallel section uniformity;
- consistent width and thickness;
- clean edge quality;
- burr-free machining;
- shoulder symmetry;
- smooth transition zones;
- accurate dimensional measurement before testing.
This is especially important for thin sheet, high-strength metals, plastics, and composites, where edge condition and alignment can strongly affect repeatability.
Round Tensile Specimens
Round tensile specimens are common for bars, rods, forgings, castings, machined cylindrical blanks, and some weld-metal specimens.
For round specimens, the gauge diameter must be consistent and properly measured because the cross-sectional area is used to calculate stress. If the diameter is not uniform, or if the specimen is not concentric, the test may not load the gauge section evenly. That can affect tensile strength, elongation, and fracture location.
Important preparation factors for round specimens include:
- concentricity;
- gauge diameter consistency;
- smooth shoulder geometry;
- controlled transition radius;
- suitable surface finish;
- accurate diameter measurement;
- grip section compatibility.
Round tensile specimens also need smooth transitions between the gauge section and the shoulders. A sharp or poorly machined transition can create a local stress concentration and cause the specimen to fail outside the intended test area.
Why Specimen Geometry Affects Test Results
Specimen geometry matters because tensile testing is based on measured force, measured dimensions, and controlled deformation. Stress values such as MPa or ksi are calculated from force and cross-sectional area. Elongation depends on the defined gauge length. If those dimensions are wrong, inconsistent, or poorly prepared, the result may not be comparable to the required standard.
Poor geometry can also change where the specimen breaks. A burr, scratch, sharp corner, rough edge, or incorrect transition radius can create a weak point. Instead of fracturing in the gauge section, the specimen may break near the shoulder, inside the grip area, or along a damaged edge. In that case, the test result may be invalid or at least questionable.
Alignment and gripping are part of the same issue. If the grip section does not match the fixture, the specimen can slip, bend, crush, or load off-axis. The machine may still record a force-displacement curve, but the data may reflect the setup problem rather than the material’s true tensile behavior.
|
Preparation Factor |
Why It Matters |
|
Gauge length |
Affects elongation measurement and result comparability |
|
Cross-section |
Used to calculate stress values such as MPa or ksi |
|
Surface quality |
Reduces unintended stress concentrations |
|
Alignment |
Helps prevent bending or off-axis loading |
|
Grip section |
Supports stable loading without slipping or crushing |
Proper specimen preparation helps make tensile results repeatable, comparable, and easier to defend in quality documentation. The machine performs the test, but the specimen determines whether the test starts from a controlled and standards-based condition.
Surface Finish, Polishing, and Specimen Quality
Surface condition is part of specimen quality. Even when specimen geometry is correct, machining marks, scratches, burrs, sharp edges, overheating, or grinding damage can affect how the test piece behaves under load. These defects can create local stress concentrations and may influence fracture location or result scatter.
Polishing should not be treated as a universal DIN tensile testing requirement unless the specific standard, test method, or customer specification calls for it. For routine tensile testing, controlled machining, correct dimensions, clean edges, and burr removal may be sufficient.
Additional surface preparation becomes more relevant for small specimens, high-strength alloys, fatigue-related testing, aerospace or high-precision applications, and materials where surface-initiated cracking is a concern.
When Polishing Is Part of the Workflow
Polishing may be included after CNC machining when tool marks, burrs, scratches, or sharp edges remain on the specimen. It can also be used before final dimensional measurement, so the specimen is checked in the same condition in which it will be tested.
In some workflows, polishing is required by the customer specification. In others, it is used because surface defects could influence fracture behavior or make the result less repeatable. The decision should be based on the required standard, material behavior, specimen type, and customer requirements.
Equipment and Calibration Requirements Behind DIN-Related Tensile Testing
DIN-related tensile testing depends on the equipment used to apply load, measure force, record strain, and report results. The testing system must also support the required method. A prepared specimen can still produce unreliable data if the machine applies force inaccurately, the load cell is not verified, the extensometer measures strain incorrectly, or the grips do not match the specimen shape.
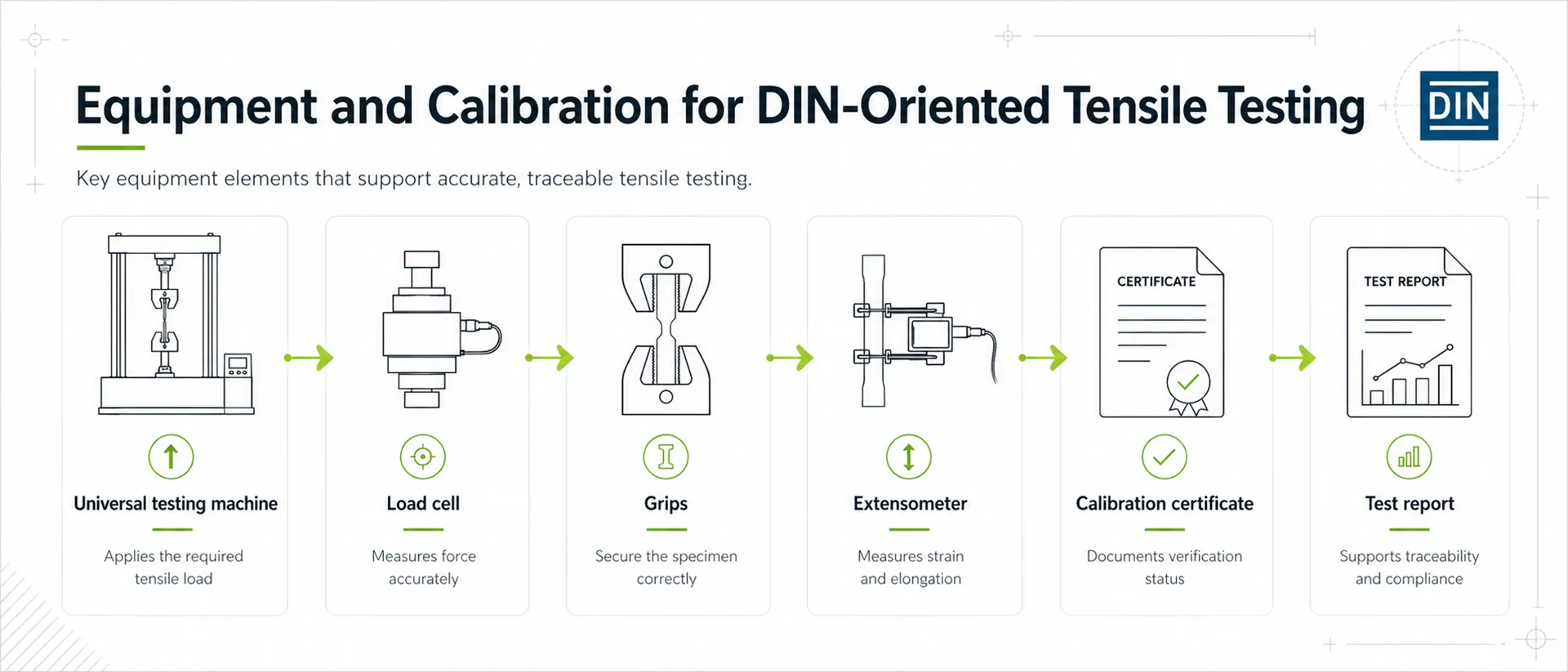
A tensile testing setup usually includes the load frame, force-measuring system, grips or fixtures, extensometer, software, and reporting tools. Each part affects the quality of the final result. The machine must apply load in a controlled way, the force channel must be verified, the extensometer must measure strain accurately, and the software must support the calculations and reporting required by the test method.
This is where standards such as DIN EN ISO 7500-1 and DIN EN ISO 9513 become important. DIN EN ISO 7500-1 covers calibration and verification of static uniaxial testing machines, including the force-measuring system. DIN Media lists the current DIN EN ISO 7500-1 edition as 2018-06. DIN EN ISO 9513 covers calibration of extensometer systems used in uniaxial testing, including contacting and non-contacting systems.
Universal Testing Machines
The universal testing machine must match the material, specimen type, and required test method. Force capacity is the first requirement, but it is not the only one. The machine also needs the correct load cell range, suitable control modes, reliable crosshead movement, proper alignment, compatible grips, and data recording that supports the required test report.
For tensile testing, the machine may need to control crosshead speed, strain rate, or another method-defined parameter. Metallic tensile testing, plastics testing, composite testing, and elevated-temperature testing may all place different demands on the machine. A high-capacity frame alone is not enough if the system cannot control the test properly or capture the required data.
Alignment also matters. If the specimen is loaded off-axis, the result can be affected by bending instead of pure tension. That is especially important for brittle materials, composites, small specimens, and high-strength metals.
Grips and Fixtures
Grips and fixtures transfer load from the machine into the specimen. If the grip choice is wrong, the test may fail before the material is properly evaluated.
Common grip and fixture types include:
- wedge grips;
- pneumatic grips;
- hydraulic grips;
- screw grips;
- capstan grips;
- custom fixtures.
The correct choice depends on the specimen shape, material behavior, thickness, surface condition, and expected force. A flat metal specimen, round machined specimen, plastic dog-bone specimen, composite coupon, and welded specimen may each require a different gripping approach.
Poor grip selection can cause slipping, jaw breaks, crushing, bending, tab damage, or fracture outside the gauge section. In those cases, the machine may still record a test curve, but the result may reflect the setup problem rather than the material’s tensile behavior.
Extensometers and Strain Measurement
Extensometers measure strain or elongation during the test. This matters when the reported result depends on deformation, not only on maximum force. Yield strength, proof strength, elongation, modulus-related values, and strain-controlled data can all depend on accurate strain measurement.
Different tests may use different extensometer types:
- contact extensometers;
- clip-on extensometers;
- long-travel extensometers;
- automatic extensometers;
- video or other non-contact extensometers.
DIN EN ISO 9513 specifies static calibration of extensometer systems used in uniaxial testing and includes axial and diametral systems, contacting and non-contacting systems. Its annexes also address examples such as laser, video, full-field extensometry, and crosshead measurement system calibration.
Force accuracy and strain accuracy are separate controls. A verified load cell does not automatically mean the strain data is correct. If strain measurement is required by the method or customer specification, the extensometer system must be suitable and calibrated.
Calibration and Documentation
Calibration and documentation support the credibility of the test result. For DIN-related tensile testing, this usually includes force verification, extensometer calibration, calibration certificates, traceability, verification intervals, and records that can be reviewed during audits.
DIN EN ISO 7500-1 is directly relevant to the force-measuring system of static uniaxial testing machines. DIN EN ISO 9513 is directly relevant to extensometer systems. Together, they support two critical measurement channels: force and strain.
ISO/IEC 17025 can also be relevant when the laboratory operates under an accredited quality system. It is not a tensile testing method and does not replace DIN EN ISO 6892-1, DIN EN ISO 527, or any other test standard. Its role is broader: ISO describes ISO/IEC 17025 as helping laboratories demonstrate that they operate competently and generate valid results.
For a testing lab, documentation should clearly show which test method was used, which equipment was used, whether force and strain systems were verified, and whether the reported results are traceable. Without that documentation, even a correctly performed tensile test can be difficult to defend in customer reviews, audits, or certification work.
Materials Covered by DIN-Related Tensile Testing Standards
DIN-related tensile testing is not limited to one material group. Metals are the most obvious starting point, but DIN and DIN EN ISO standards also appear in testing workflows for steel products, plastics, composites, welded joints, and high-temperature materials. The correct standard depends on what is being tested, the product form, the test conditions, and the customer or industry requirement.
|
Material Type |
Common Testing Focus |
DIN / DIN EN ISO Relevance |
|
Metals and alloys |
Yield strength, tensile strength, elongation, reduction of area |
Metallic tensile testing and specimen preparation standards, including DIN EN ISO 6892-1, DIN EN ISO 6892-2, and DIN 50125 |
|
Steel products |
Sample location, orientation, traceability, mechanical properties |
Steel-specific sampling and test piece preparation standards, including DIN EN ISO 377 |
|
Plastics |
Tensile strength, tensile modulus, elongation, conditioning |
ISO 527 family adopted in DIN EN ISO form, including DIN EN ISO 527-1 and DIN EN ISO 527-2 |
|
Composites |
Fiber direction, laminate behavior, tabbed specimens, failure mode |
Composite-specific tensile standards within the ISO/DIN EN ISO 527 family, including DIN EN ISO 527-4 and DIN EN ISO 527-5 |
|
Welded joints |
Weld strength, heat-affected zone behavior, transverse and longitudinal specimens |
Weld testing standards, including DIN EN ISO 4136 and DIN EN ISO 5178 |
|
High-temperature materials |
Elevated-temperature tensile behavior, creep, long-term deformation |
Elevated-temperature and uniaxial tension standards, including DIN EN ISO 6892-2 and DIN EN ISO 204 |
For metals and alloys, the main concern is usually the determination of mechanical properties such as yield strength, tensile strength, elongation, and reduction of area. For steel products, the standard may also control where the sample is taken from and how orientation is documented. A plate, bar, rod, tube, or section may not have identical properties in every direction.
For plastics and composites, tensile testing becomes more sensitive to specimen type, conditioning, gripping, temperature, and strain measurement. Composites add another layer because fiber direction, laminate layup, tabbing, and failure mode can strongly affect the result.
Welded joints require their own approach because the test may need to represent weld metal, base metal, and the heat-affected zone. High-temperature materials may require elevated-temperature tensile testing or creep testing rather than a standard room-temperature pull test.
The exact standard should always be selected based on the material, product form, industry, customer specification, and required test method. A general request for a “DIN tensile test” should be clarified before testing begins. The lab needs to confirm the specific standard number, edition, specimen type, test temperature, measurement requirements, and reporting expectations before preparing or testing the specimen.
Common Mistakes When Working With DIN Tensile Testing Requirements
Most DIN tensile testing problems start before the test begins. The wrong standard is assumed, the specimen is prepared before the method is confirmed, equipment records are not checked, or the report does not clearly identify the method used. These issues can lead to retesting, rejected reports, or results that are difficult to support during customer review or audits.
Assuming DIN and ISO Are Always Separate Requirements
Many tensile testing documents used in the DIN system are published as DIN EN ISO standards. That means the document is connected to ISO and has been adopted through the European and German standards framework. Treating DIN and ISO as completely separate systems can create confusion, especially when a customer specification calls for a DIN EN ISO method.
Preparing Specimens Before Confirming the Required Standard
Specimen geometry depends on the material, product form, test method, and customer requirement. Preparing specimens before confirming the exact standard can lead to the wrong gauge length, width, diameter, grip section, or orientation. This is especially risky for metals, plastics, composites, welded joints, and sub-size specimens.
Using ASTM Assumptions for DIN EN ISO Work
ASTM and DIN EN ISO standards may cover similar test goals, but they are not automatically interchangeable. A lab should not assume that ASTM specimen dimensions, units, test speed, strain-rate control, or reporting language can be used for DIN EN ISO work without verification. The required method should be checked before specimen preparation and test setup.
Ignoring Sample Orientation or Extraction Location
For steel products, rolled materials, welded joints, and composites, where the sample comes from can affect the result. Longitudinal and transverse specimens may represent different material behavior. If sample location or orientation is not controlled, the test result may not represent the product or customer requirement correctly.
Treating Specimen Machining as a Low-Priority Step
Machining directly affects specimen geometry, surface condition, cross-section, alignment, and fracture behavior. Poor machining can create stress concentrations, uneven dimensions, or damaged edges. A well-calibrated testing machine cannot fully compensate for a poorly prepared specimen.
Overlooking Surface Defects, Burrs, or Machining Marks
Surface defects can affect where fracture starts. Burrs, scratches, tool marks, sharp edges, overheating, or rough transitions can cause premature fracture or increase result scatter. These issues are especially important for thin specimens, high-strength materials, fatigue-related work, small specimens, and composites.
Using Unverified Testing Machines or Outdated Calibration Records
A tensile testing machine must apply and measure force accurately. If the load cell or force-measuring system has not been verified, reported values such as yield strength or tensile strength may be questioned. Calibration records should match the machine, load range, test date, and quality requirements.
Measuring Strain With an Unsuitable or Uncalibrated Extensometer
Strain measurement matters when the test requires yield strength, proof strength, elongation, modulus-related values, or strain-controlled data. An unsuitable or uncalibrated extensometer can make strain results unreliable even if the force measurement is correct.
Reporting Results Without Clear Traceability
A report should clearly identify the standard used, the version or edition where required, specimen type, dimensions, test conditions, equipment used, and any deviations from the method. Without traceability, the result may be hard to review, compare, or defend during customer approval or audits.
Confusing Material Specifications With Test Methods
A test method explains how to perform the test. A material specification may define what results are acceptable. These are not the same. A lab may need both: the test method for procedure and the material or customer specification for acceptance criteria.
How to Choose the Right DIN Standard for a Tensile Testing Application
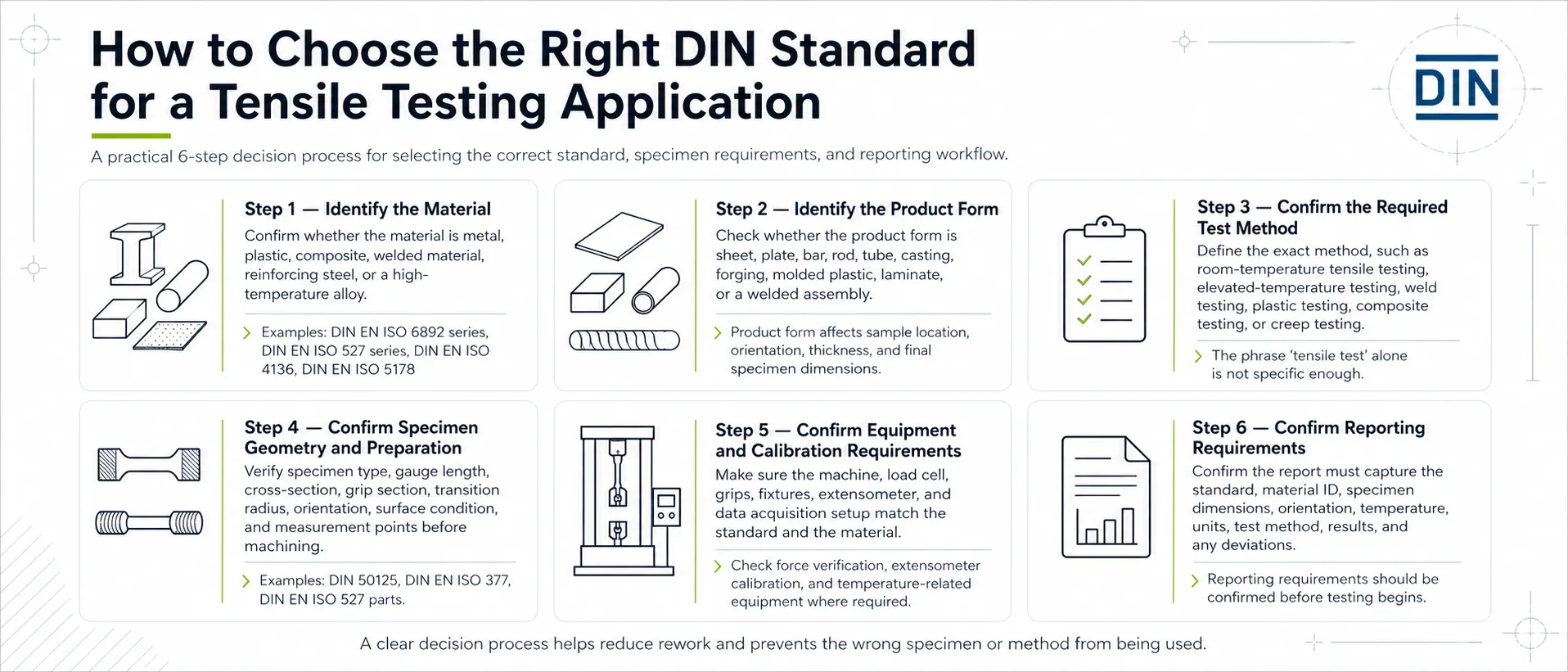
Choosing the right DIN or DIN EN ISO standard starts with the test requirement. The lab needs to know what material is being tested, what product form it came from, which method the customer requires, how the specimen must be prepared, and what equipment records must support the result. A clear decision process reduces rework and helps prevent the wrong specimen or method from being used.
Step 1 — Identify the Material
Start with the material family. A metallic material, plastic, composite, welded joint, reinforcing steel product, or high-temperature alloy may fall under a different DIN or DIN EN ISO standard.
For example, metallic materials are commonly connected to the DIN EN ISO 6892 series. Plastics are connected to the DIN EN ISO 527 series. Welded joints may require DIN EN ISO 4136 or DIN EN ISO 5178. Steel product sampling may require DIN EN ISO 377 before the specimen is even machined.
Step 2 — Identify the Product Form
Next, identify the form of the material. The same material can require different specimen preparation depending on whether it is sheet, plate, bar, rod, tube, casting, forging, molded plastic, composite laminate, or a welded assembly.
Product form affects sample location, specimen orientation, available material thickness, machining method, grip section, and final dimensions. A flat sheet specimen and a round machined bar specimen may both be used for tensile testing, but they are not prepared in the same way.
Step 3 — Confirm the Required Test Method
The lab then needs to confirm the exact test method. Common examples include room-temperature tensile testing, elevated-temperature tensile testing, transverse weld tensile testing, longitudinal weld metal tensile testing, plastic tensile testing, composite tensile testing, or creep testing in tension.
The general phrase “tensile test” is not specific enough for specimen preparation, equipment setup, or reporting. A room-temperature metal tensile test and an elevated-temperature tensile test may require different equipment, different temperature control, and different reporting details.
Step 4 — Confirm Specimen Geometry and Preparation Requirements
Before machining or preparing the test piece, confirm the specimen geometry. This may come from a test piece standard, a material standard, a customer drawing, or a customer-specific test request.
The lab should check the required specimen type, gauge length, cross-section, grip section, transition radius, orientation, surface condition, and measurement points. For metallic specimens, DIN 50125 may be relevant. For steel products, DIN EN ISO 377 may influence sample location and preparation. For plastics and composites, the relevant DIN EN ISO 527 part may define the specimen and test conditions.
Step 5 — Confirm Equipment and Calibration Requirements
The selected standard also affects the equipment setup. The lab should confirm that the testing machine has the required force capacity, control mode, load cell range, grips, fixtures, extensometer, and data acquisition setup.
Calibration records should also be checked before testing. Force verification is relevant to the testing machine and load cell. Extensometer calibration is relevant when strain or elongation measurement is required. If the test uses elevated temperature, the lab may also need temperature control equipment, high-temperature grips, and suitable strain measurement.
Step 6 — Confirm Reporting Requirements
The final step is to confirm what must appear in the report. This may include the standard name and version, material identification, specimen dimensions, sample orientation, test temperature, units, force and strain measurement method, tensile strength, yield or proof strength, elongation, reduction of area, fracture location, and any deviations from the standard.
Reporting requirements should be checked before testing begins. If the required information is not captured during preparation or testing, it may be difficult or impossible to reconstruct later. A clear report helps the customer understand not only the result, but also how the result was produced.
Where TensileMill CNC Fits Into DIN-Oriented Tensile Testing Workflows
Labs working with DIN, DIN EN ISO, ASTM, ISO, JIS, and customer-specific tensile testing requirements need a controlled workflow from specimen preparation to final reporting. The standard defines the method, but the quality of the result also depends on how consistently the specimen is prepared, how the test is performed, and how the equipment is verified.
At TensileMill CNC, we support standards-based testing workflows with equipment for flat and round tensile specimen preparation, tensile sample machining, polishing, tensile testing, grips and fixtures, consumables, and calibration support. Our equipment helps laboratories prepare and test specimens with repeatability, process control, and documentation that fits the required test method or customer specification.
Equipment for Flat and Round Tensile Specimen Preparation

Specimen preparation is one of the most important steps in tensile testing. If the test piece is not prepared correctly, the final result may be difficult to compare, repeat, or support during a customer review or audit.
For flat specimens, the TensileMill CNC MICRO is designed for preparing flat tensile and impact specimens from metals, plastics, and composites. It is a compact CNC system for labs that need repeatable specimen geometry without relying on manual preparation or outsourcing every sample.

For round specimens, the TensileTurn CNC Industrial Upgrade Model supports round tensile sample preparation for standard round bars, sub-size samples, threaded specimens, fatigue specimens, and button-head tensile bars. This type of system is useful when labs need controlled turning, facing, drilling, sanding, cutting, or related preparation steps for round tensile specimens.
In DIN-oriented workflows, this matters because specimen geometry, gauge section quality, surface condition, and dimensional consistency all affect the reliability of the test.
Polishing and Surface Preparation Support
Some tensile testing workflows also require controlled surface preparation. Polishing may be used after machining, before final measurement, or when tool marks, burrs, scratches, or sharp edges could affect the result.
This is especially relevant for small specimens, high-strength materials, fatigue-related testing, and applications where surface condition can influence fracture behavior. Polishing is not required for every tensile test, but it can be part of a controlled preparation process when the material, test method, or customer specification calls for tighter surface quality.
Tensile Testing Equipment, Grips, Fixtures, and Calibration Support
After specimen preparation, the testing system must also match the required method. The machine needs the right force capacity, load cell range, grips, fixtures, extensometer setup, software, and calibration records.
.webp)
The Servo-Hydraulic Universal Testing Machine is part of our high-force testing equipment range for tensile and compression testing. For labs working with metallic materials, reinforcing steel, welded specimens, plastics, or other material testing programs, this type of system supports the testing side of the workflow after specimen preparation is complete.
With specimen preparation equipment, surface preparation support, tensile testing machines, grips, fixtures, consumables, and calibration support, we help labs build more consistent workflows for DIN EN ISO, ISO, ASTM, JIS, and customer-specific requirements.
Building a More Reliable DIN-Oriented Tensile Testing Workflow
DIN standards can influence the full tensile testing chain: material selection, sample location, specimen preparation, test piece geometry, test method, equipment verification, strain measurement, reporting, and traceability.
For laboratories and manufacturers, the main requirement is consistency. The specimen must represent the material. The geometry must match the required method. The testing machine must apply and measure force accurately. The extensometer must capture strain correctly when strain data is required. The report must identify the method, conditions, results, and any deviations.
A DIN-oriented tensile testing workflow works best when specimen preparation, testing equipment, grips, fixtures, measurement systems, and documentation are treated as one connected process.
If your lab is choosing equipment for DIN EN ISO, ASTM, ISO, JIS, or customer-specific tensile testing requirements, TensileMill CNC can help you select a setup that matches your material, specimen type, and testing workflow. Contact us to discuss your application or request a quote for tensile specimen preparation equipment, polishing systems, tensile testing machines, grips, fixtures, consumables, or calibration support.