In high-throughput tensile testing, the real bottleneck is often not the testing frame itself, but everything that has to happen before a specimen ever reaches it. Many labs improve test execution, automation, and data handling first, while specimen preparation remains a mixed workflow of cutting, finishing, measurement, and verification steps that are harder to scale consistently. When those upstream steps do not keep pace with the testing cell, throughput stops being limited by the tester and starts being limited by preparation.
That mismatch matters because tensile specimen preparation also has to meet geometry, surface-condition, and measurement requirements defined by established testing standards. ASTM E8/E8M explicitly warns that improperly prepared specimens are a common cause of incorrect or unsatisfactory results, and it requires the reduced section to be free of conditions such as burrs, cold work, rough edges, and overheating. ISO 6892-1 likewise states that test pieces must be prepared so they do not affect measured properties, including removal of hardened zones caused by shearing or punching when needed.
What “High-Throughput Testing” Really Means in Tensile Workflows
In tensile workflows, high-throughput testing should not be understood as a fast test frame alone. It is better defined as end-to-end system capacity: the ability of the full workflow to sustain a target testing cadence without creating queues between preparation, measurement, identification, testing, and result review. A system can run a rapid tensile cycle at the machine and still fall short of true high throughput if specimens do not arrive in a consistent, test-ready state at the same pace.
This distinction matters because modern tensile workflows are increasingly evaluated at the system level rather than at the instrument level alone. Some high-throughput tensile platforms already operate at rates around 60 specimens per hour, while automated commercial systems are described in ranges from roughly 30 to 1,250 tests per day, depending on configuration.
The practical constraint appears when the testing side becomes parallelized or highly automated while upstream work remains sequential. Robotic handling, magazines, unattended overnight operation, and faster digital processing can increase testing capacity substantially. But if specimen preparation still depends on manual cutting, staged finishing, individual dimensional checks, or operator-dependent handling, the pace of the entire workflow is still governed by those slower steps. In that situation, the pace of the workflow is still set upstream by specimen preparation.
A tensile workflow is only high-throughput when specimen preparation can feed the system at the required rate with low variation. If inconsistent geometry, extra finishing, repeat measurement, or remake cycles slow that flow, machine speed becomes a misleading metric.
Why Specimen Preparation Becomes the Constraint Before the Test Ever Starts
Tensile specimen preparation is not a single machining step. It is a controlled workflow that typically includes material identification, orientation marking, rough blanking, finish machining, edge finishing, dimensional measurement, labeling, and traceability. Each of those steps affects whether the specimen is suitable for testing and reliable enough to support valid results. In a high-throughput environment, that distinction matters because the workflow must produce specimens that are both fast to make and consistent enough to support reliable results.
This is where preparation becomes a true constraint. Standards do not treat specimen prep as optional shop work; they make it a multi-step requirement. ASTM E8/E8M and ISO 6892-1 both tie specimen validity to proper machining, surface condition, and dimensional control, while ISO 6892-1 also recommends dimensional checks across multiple cross-sections using calibrated, traceable instruments. Preparation is complete only when the specimen meets dimensional and surface requirements closely enough to support valid testing.
The throughput problem becomes more serious when process capability is weak. If machining and shape tolerances are not consistently achieved, specimens cannot simply move forward at nominal dimensions; they must be checked individually. That adds inspection time, increases handling, and creates more opportunities for rejection or rework. Across a batch, metrology and remake cycles can grow faster than test execution itself, turning preparation into the rate-limiting step.
The Hidden Time Sinks In Tensile Specimen Preparation
A large share of preparation time is consumed after the main cutting step. Fixturing and setup, edge finishing, dimensional checks, labeling, and documentation often take as much time as machining itself, and in some workflows more. When batches are small or materials vary, those steps become even less predictable because each specimen may need slightly different handling before it can move forward.
Inspection is one of the biggest hidden burdens. ISO 6892-1 recommends measuring dimensions at a minimum of three cross-sections in the central region, and it expects calibrated instruments traceable to a national measurement system. That requirement is manageable in low-volume work, but in throughput-oriented testing it adds repeated handling, repeated measurement, and repeated documentation to every specimen unless the preparation process is capable enough to justify nominal dimensions. When capability is weak, inspection time rises quickly and starts to dominate the flow.
Another major time sink is correction. Edge finishing, deburring, sanding, and cleanup are often treated as minor tasks, yet they are exactly where cycle time spreads across operators and batches. Rework is even more expensive. A specimen that needs remachining, remeasurement, or a full remake consumes extra labor and delays the test slot it was supposed to fill.
Documentation and traceability add additional handling. Orientation tracking, specimen ID, measurement records, and release-to-test checks all increase preparation time before the specimen reaches the frame. Much of the lost time sits in verification, correction, and release-to-test decisions rather than in machining alone.
How Preparation Quality Affects Tensile Data Quality
Preparation quality directly affects whether tensile data reflects the material itself or the condition of the specimen. Small defects introduced before testing can change where a sample fractures, how stress is distributed, and how confidently the result can be compared with other tests. In throughput-focused work, that matters twice: once for data quality, and again for the extra retesting that follows when results become questionable.
Dimensional Variation
Tensile calculations depend on original cross-sectional dimensions. If width, thickness, or gauge geometry varies more than expected, the stress calculation shifts with it. Even when the material is unchanged, inconsistent specimen dimensions can distort comparisons across a batch and make borderline results harder to interpret. That is one reason dimensional control sits so close to data quality, not just to compliance.
Edge Defects And Surface Integrity
Burrs, gouges, rough edges, chatter marks, cold work, and overheating are not cosmetic issues. They can introduce local stress concentrations, change the condition of the reduced section, and shift fracture away from the intended behavior of the specimen. Edge defects are especially important because tensile specimens are designed so fracture occurs in the gauge region under controlled conditions. When the edge condition is poor, the specimen may fail prematurely or in a way that reduces confidence in elongation and fracture data.
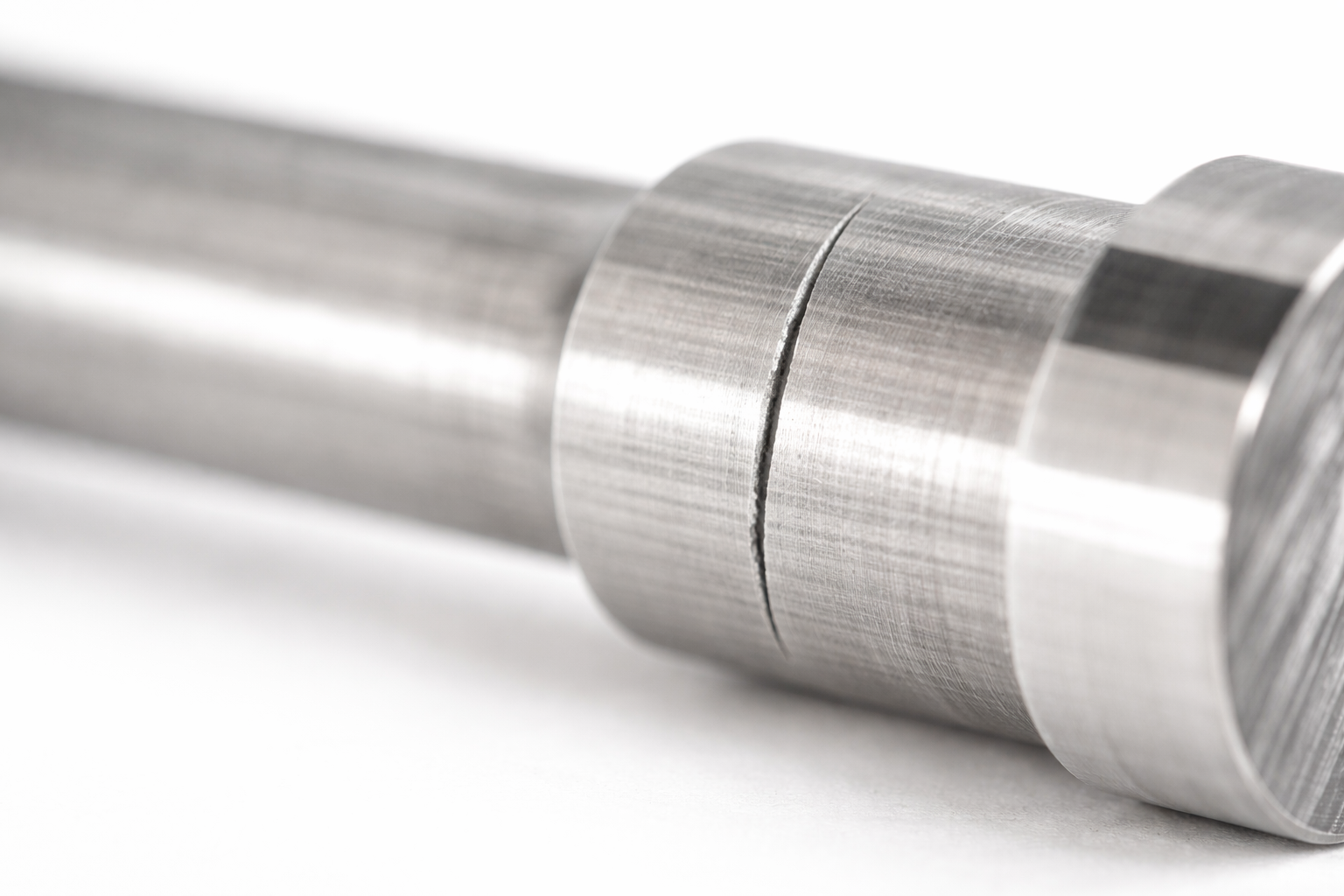
Punched or sheared edges deserve special attention. Those methods can create hardened or mechanically affected zones near the cut perimeter, and in work-hardening materials that altered edge condition can influence measured behavior. This is why edge cleanup and finish machining are often necessary parts of compliant specimen preparation, not as optional cosmetic work.
Orientation errors create a different kind of preparation failure. A specimen may have the correct geometry and still represent the wrong condition if rolling direction, build direction, or fiber direction is not controlled correctly during identification and marking.
The Standards Dimension: Why Throughput Cannot Come At The Expense Of Specimen Integrity
Standards define the boundary between a fast workflow and a valid one. In tensile testing, preparation speed has value only if the specimen still meets the dimensional, surface, and measurement conditions required for trustworthy results. In practice, the standards themselves are one of the main reasons preparation becomes a controlled, multi-step process rather than a simple machining task.
ASTM E8/E8M
For metallic materials, ASTM E8/E8M is direct about the risk of poor preparation. Improperly prepared specimens are identified as a common cause of incorrect or unsatisfactory results, and the reduced section is expected to be free of cold work, burrs, rough edges, overheating, and similar conditions that can affect measured properties. That requirement pushes quality control into the preparation stage, not after the test. It also explains why finishing steps and edge-condition control remain necessary even in faster workflows.
ISO 6892-1
ISO 6892-1 follows the same logic from a different angle. Test pieces must be prepared so that the preparation process does not affect the material properties being measured. The standard also notes that hardened zones created by shearing or punching may need to be removed by machining if they influence results. This is one of the clearest standards-based reasons specimen preparation becomes a bottleneck: some high-speed front-end cutting methods still require additional finishing before a specimen is suitable for testing.
ASTM D638
For plastics, ASTM D638 makes the same principle explicit in broader terms: tensile properties vary with specimen preparation. That matters because preparation-related bottlenecks do not belong only to metal testing. In polymer workflows, the issue may show up less as burr removal and more as edge tearing, thermal distortion, or conditioning consistency, but the core problem is the same: inconsistent preparation produces less reliable data.
Measurement And Tolerance Logic
The standards also shape how much inspection labor is required. ISO 6892-1 recommends dimensional measurement at a minimum of three cross-sections and requires calibrated instruments with traceability. It also provides an important workflow distinction: if machining and shape tolerances are met, nominal dimensions may be used; if they are not, each specimen must be measured individually. That is a major throughput lever. Strong process capability reduces metrology burden, while weak capability turns inspection into a batch-by-batch bottleneck.
In practice, standards influence preparation time directly by determining when specimens can move forward on nominal dimensions and when each part must be individually verified.
Why Manual And Semi-Manual Workflows Break Down At Higher Specimen Volumes
Manual preparation can be workable in low-volume testing, especially when batches are small, materials vary, or flexibility matters more than speed. The problem appears when specimen counts rise and the workflow has to deliver the same geometry, edge condition, measurement quality, and traceability across many parts in a short window. Under those conditions, operator-dependent variation becomes more visible and more expensive.
Where Manual Workflows Start To Strain
The most common pressure points are familiar:
- operator variation in fixturing, finishing, and handling
- measurement burden when each specimen needs individual verification
- edge-quality inconsistency from uneven cleanup or differing technique
- fatigue across longer batches or repetitive work
- rework loops when a specimen falls outside tolerance or produces a doubtful result
Each of these adds time, but the larger issue is variability. A manual workflow may complete one specimen well and still struggle to produce fifty or one hundred with the same consistency.
The limitation is not flexibility itself, but repeatability under volume. As specimen counts rise, small differences in setup, finishing, handling, and documentation accumulate into measurable variation, and faster test hardware cannot recover that lost consistency upstream.
What A Scalable Specimen Preparation Workflow Looks Like
A scalable preparation workflow produces conforming specimens at a predictable rate. Speed matters, but repeatability matters more. If setup time varies from part to part, if edge cleanup depends on operator technique, or if every specimen has to be rechecked from scratch, throughput remains unstable even when cutting itself is fast.
Standardized Geometry Generation
Scalable workflows rely on fixed specimen formats, stable programs, and controlled tooling. Geometry should come out consistently enough that width, thickness, and gauge-section uniformity do not need constant correction. In practice, this is where process capability starts to matter more than raw machine speed. Cutting speed matters less when the result still requires finishing or full inspection on every part.
Repeatability Across Setup And Finishing
Scalable preparation depends on repeatable positioning, consistent clamping, standardized handling, and stable process sequences. Better control at setup reduces dimensional drift, uneven edge condition, and secondary finishing work, which are often the points where cycle time spreads most across operators and batches.
Batch-Friendly Flow
Preparation scales better when the workflow is designed around groups of specimens rather than one-off handling. Multi-up fixturing, standardized programs, stack or strip processing where appropriate, and fewer handoffs between blanking, finishing, and inspection all improve output stability. Generic CNC workflows often become slow when each specimen is treated as a separate setup; batching changes that math.
Integrated Measurement And Traceability
Measurement and traceability should sit inside the workflow, not beside it as a separate manual burden. ISO 6892-1 allows nominal dimensions to be used only when machining and shape tolerances are achieved; otherwise, each specimen must be measured individually. That makes process capability a direct throughput lever. The more reliable the preparation process, the less metrology labor is required per specimen. The same applies to ID control: when orientation, specimen identity, and measurement records move with the part, release-to-test becomes faster and less error-prone.
Preparation Methods And Trade-Offs: Manual, Generic CNC, And Dedicated Systems
No preparation method is universally best. Each one brings its own defect mode, inspection burden, and finishing requirements. The practical question is which method can deliver compliant specimens at the required volume with stable geometry and manageable rework.
Manual Preparation
Manual cutting and hand finishing remain useful for prototypes, low-volume work, and variable materials. The entry barrier is low, and the process is flexible. The trade-off is operator dependence. Edge quality, dimensional consistency, and cleanup time vary more from specimen to specimen, which increases measurement burden and rework risk in larger batches.
Punching Or Blanking
Punching and blanking offer very high front-end throughput, especially for sheet materials. They are attractive when volume matters and tooling is controlled. The main limitation is edge condition: burrs, shear effects, and work-hardened zones often require machining or grinding afterward to keep the specimen edge from influencing the test result. Fast blank creation does not always translate into fast ready-to-test output.
Abrasive Waterjet
Abrasive waterjet is often chosen when avoiding major thermal damage matters. It can be effective for blanking and complex nesting, but it does not automatically remove downstream prep work. Edge taper, striations, and tolerance variation may still push the specimen into secondary finishing or additional dimensional checks, especially where reduced-section uniformity is important.
Laser Cutting
Laser cutting is fast and productive for shape generation. The concern is the cut edge itself. Heat-affected zones, remelted layers, and hardness gradients can make the laser-cut perimeter unsuitable as the final tensile edge without cleanup. In workflows where ductility or fracture location is sensitive to edge condition, that added finishing step becomes part of the real process time.
EDM And WEDM
EDM and wire EDM offer strong dimensional precision, particularly for difficult materials and tight geometries. Their trade-off is surface integrity after cutting. Recast layer formation and a shallow heat-affected region can require removal when the gauge perimeter must be kept clean and mechanically representative. Precision alone does not eliminate the need for finishing.
Generic CNC
Generic CNC machining is commonly treated as the baseline method because it can deliver controlled geometry and a more stable specimen edge than many direct-cutting approaches. Its limitation at higher volume is workflow overhead. Setup, handling, deburring, and inspection often consume more time than cutting itself unless batching, multi-up fixturing, and standardized programs are built into the process.
Dedicated Systems
Dedicated specimen-preparation systems are designed to reduce setup variation and simplify repetitive flow. Their advantage is not only machine speed, but also better consistency across positioning, finishing, and batch handling. They are usually better suited to environments where the same specimen families are prepared repeatedly and where finishing consistency matters as much as front-end throughput.
Why The Bottleneck Looks Different Across Materials And Specimen Types
The bottleneck logic is consistent across tensile workflows, but the defect mode changes with material and specimen types. Preparation risks for sheet steel are different from those for plastics, composites, miniature coupons, or additively manufactured parts, so one process path does not fit every application.
Metals
For metals, the main concerns are work hardening, burrs, thermal damage, and edge-driven stress concentration. Punched or sheared edges can alter local material behavior, especially in strain-hardening alloys, while rough or damaged edges can shift fracture behavior away from what the specimen geometry is meant to produce. Thermal cutting and EDM add their own risks through heat-affected or recast zones that may need to be removed before testing.
Plastics
For plastics, ASTM D638 already makes the core point: tensile properties vary with specimen preparation. In practice, that puts more attention on overheating, softening, deformation, edge tearing, and conditioning consistency. A specimen can have the correct outline and still be compromised if machining heat, handling, or conditioning changes its local response before the test begins.
Composites
Composites introduce a different set of preparation risks. Fiber pull-out, delamination, and heat-affected damage from thermal cutting methods can all influence the final specimen edge. The geometry may appear acceptable while the cut perimeter still contains damage that affects how the specimen loads or fractures. That makes method selection and edge finishing especially important for reinforced materials.
Miniature Specimens
Miniature tensile specimens raise the difficulty because tolerances become proportionally tighter as the cross-section gets smaller. Small burrs or minor edge defects consume a larger fraction of the effective section, and preparation errors that might be tolerated on a larger coupon become much more significant. Miniature testing is also not a direct substitute for full-size ISO 6892-1 testing, because mini-specimen results are not directly interchangeable with standard full-size results.
The same challenge applies to regular and subsize specimens in production-oriented environments, where repeatability matters as much as dimensional accuracy. When specimen preparation depends too heavily on operator experience, smaller geometries become harder to produce consistently and inspection burden rises. Dedicated preparation systems such as the TensileMill CNC - Classic Upgrade model can reduce that variability through fixed programs, controlled toolpaths, and repeatable fixturing, allowing regular and subsize specimens to be prepared accurately and repeatedly even by operators without advanced CNC machining experience.
Additive Manufacturing
Additively manufactured specimens bring both orientation and surface-condition issues into preparation. Rough as-built surfaces can act as stress concentrators, and critical surfaces often need post-machining before the specimen is suitable for tensile testing. Build direction also matters.
The Real Business Cost Of Specimen Preparation Bottlenecks
A preparation bottleneck raises costs well beyond the prep bench. When specimens do not arrive at the tester in a stable, test-ready state, the entire workflow slows down: test frames sit idle, batches wait for release, operators spend more time per accepted result, and questionable data generates rework or retests. The real cost shows up in lost capacity across the line, not only in minutes spent machining or finishing a specimen.
The main effects are easy to trace: idle test frames, delayed batch release, more labor per accepted result, rework and retests, and lower confidence in the data used for reporting or release decisions.
How To Tell When Specimen Preparation Has Become Your Throughput Bottleneck
Ask these questions:
- Are testers waiting for specimens?
- Are prep benches or inspection stations staying overloaded?
- Are edge defects or cleanup problems causing scrap or repeat finishing?
- Are you measuring every specimen because process capability is not strong enough to support nominal dimensions?
If several of these conditions are present at the same time, preparation is likely limiting throughput through a combination of manual variation, inspection burden, and rework.
How Labs And Manufacturers Reduce The Bottleneck Without Compromising Standards
Reducing the bottleneck starts with treating preparation as a process. Mapping rough cutting, finishing, deburring, measurement, identification, inspection, and release-to-test steps makes it easier to see where time is being lost in rehandling, setup changes, repeated checks, or rework.
Practical Ways To Improve Flow
The most effective changes are usually operational:
- standardize edge, geometry, and acceptance requirements before machining starts
- choose methods by defect mode, not cutting speed alone
- add batch or multi-up strategies where specimen formats allow
- reduce unnecessary setup changes through fixed programs and repeatable fixturing
- reduce hand-finishing where possible
- separate roughing from finishing when needed
Capability Changes The Measurement Burden
A second lever is process capability. If the preparation process can repeatedly hold machining and shape tolerances, the inspection burden drops. ISO 6892-1 makes this point directly: when tolerances are met, nominal dimensions may be used; when they are not, each specimen must be measured individually. Better capability reduces metrology labor and stabilizes release to test.
Measurement and ID are most effective when they are integrated into the workflow rather than added as separate manual steps at the end.
Throughput Is Limited By The Slowest Reliable Step
High-throughput tensile testing depends on more than test speed. As testing capacity increases, specimen preparation often becomes the limiting step because geometry control, edge quality, dimensional verification, and traceability all affect how quickly conforming specimens can reach the frame. Inconsistent preparation slows output, raises rework, and reduces confidence in the data.
Sustainable throughput depends on a preparation workflow that can deliver repeatable geometry, stable surface condition, and enough process control to keep inspection and correction under control.
For labs and manufacturers working to improve specimen preparation capacity, repeatability, or calibration-related process control, TensileMill CNC provides specimen preparation equipment, calibration support, and technical guidance aligned with tensile testing workflows. If your team is reviewing its current preparation process, contact us to continue the conversation.